金属切削は奥が深い..

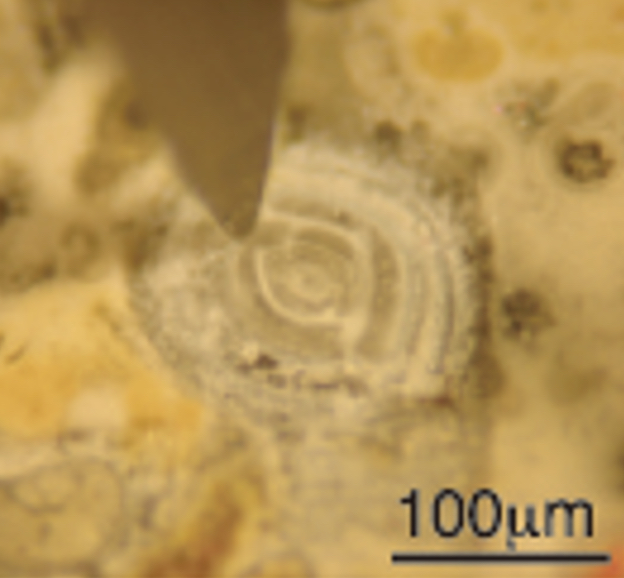
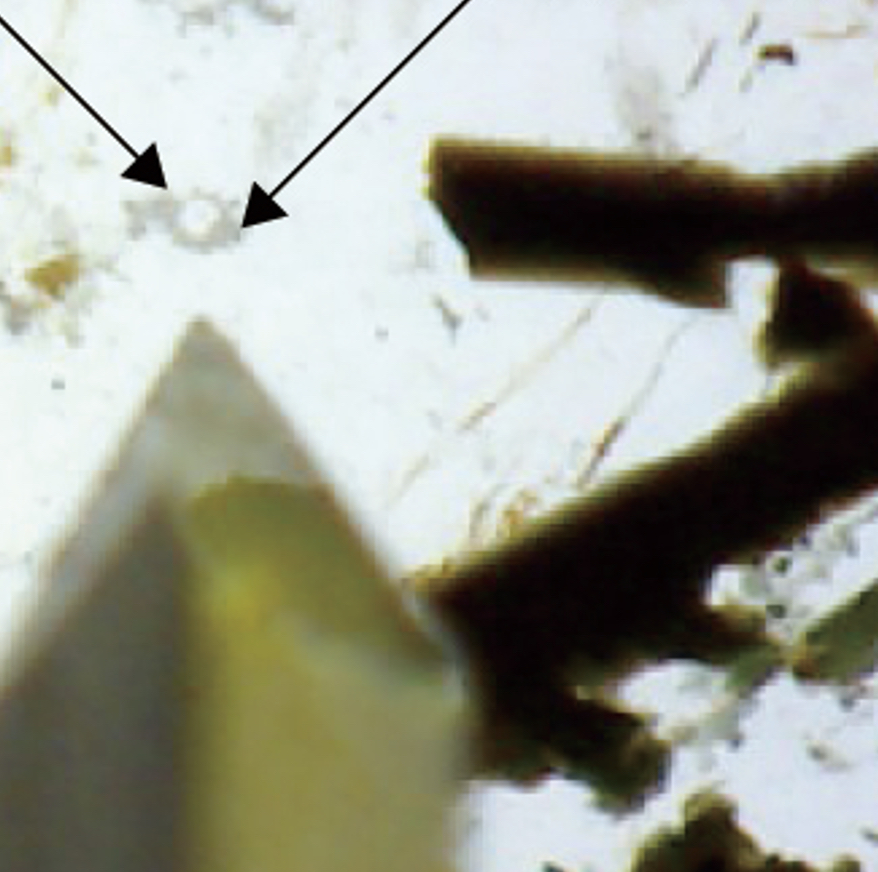
皆様,こんにちは.久々のメモ更新ですが,決してさぼっていた訳ではありません.テクニカルショウヨコハマ2009のあとに,本格的に金属切削試験を開始しました.現在,試行錯誤中ですが,その経過をメモします.いま試しているのは,金属円板(厚さ1.3mm,直径1cmのチタンと鉄の合金)をまっぷたつに切断するという試験です.ただし,切削したあとの側面ができる限り鏡面にちかいピカピカな仕上がりを目指しました.まず,金属切削用のソフトをエクセルのVBAで作成しました.ドリルの回転数や移動ステージの移動速度や切削位置の設定など,が設定できるようになっています.そして,ドリルビッドには,単結晶ダイヤモンドを使いました.ドリルビットの仕様をもとにした設定値は,送り:4800um/分,切り込み:2um,ドリル回転数:8000rpm/分.1cmの直線を4800um/分の速度で2umづつ掘り込んでいくわけです.切削時間は,なんと66時間!ものすごい長い切削時間です.ここはひるまずにチャレンジしました.しかし!いきなりそううまくはいきません.お昼前から開始して,その日は切削の様子を見ながら,夕方に帰宅.ここまではうまくいっていました.次の日の朝.Geomill326は動いています.でも何かが違う気がします.なんだろう?っとよ~く観察すると,なんとドリルビットがどこかになくなっていました.370µmほど彫り込んだところで,負荷がかかりすぎてビットの先端がぶっ飛んだようです.結果は写真をご覧ください.負荷がかかっているのがデコボコの切削底面から読み取れます.今回は,これで強制終了.しかし,いろいろと収穫がありました.それについては,また近いうちにアップします.三.